
1: Amûrên pola pola ku zivirînin dest pê bikin. Serê makîneyê dikare li gorî angora aliyekî ya hilberê were sererast kirin (wekî ku di Figure ① de tê nîşandan).
2: Karûbarê kargêriyê ji bo zivirandina xala destpêkirina asta pola ya hilberê, û pola pola polês di rê de ji hêla xeta sor ve hatî destnîşan kirin (wekî ku di Figure ③⑥ de tê nîşandan).
3: Karê karker hilberê diherike, û têkiliya wheel polis ji bo polis û pîvandinê. Asta polandî bi rengek polandî di rêça ku ji hêla xeta sor ve hatî destnîşan kirin. Di dema pêvajoya poliskirinê de, cîhaza spartinê ya otomatîkî li ser pêlika polisê ji hêla xwe ve diherike (wekî ku di Figure ②⑤ de tê nîşandan).
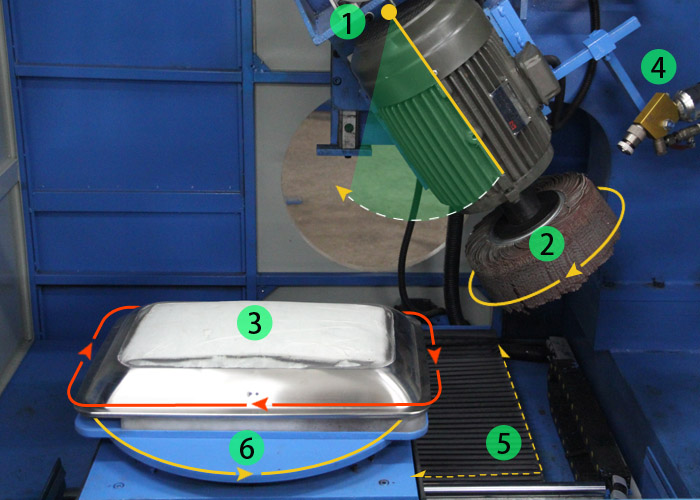
Profîla makîneya polês bi piranî ji bo polis û pîvandina aliyî û aliyê derveyî yên cihêreng ên dorpêçkirî yên stûnî, oval û hilberên çargoşe tê bikar anîn.
Lêkolîn û Pêşveçûna serbixwe ya Pergala Lêkolîn û Pêşveçûnê
Beltên di cûrbecûr cûrbecûr pîvanê de hene: P24, P36, P40, P50, P60, P120, P180, P220, P240, P380, P320, P360, P400

width * dirêjî: Vebijarkên tevahî.
Fînansî: Mirî, rasterast, oblique, şaş, wavy ...
Demjimêra paşîn: Seplon 15-2022